ENG
ENG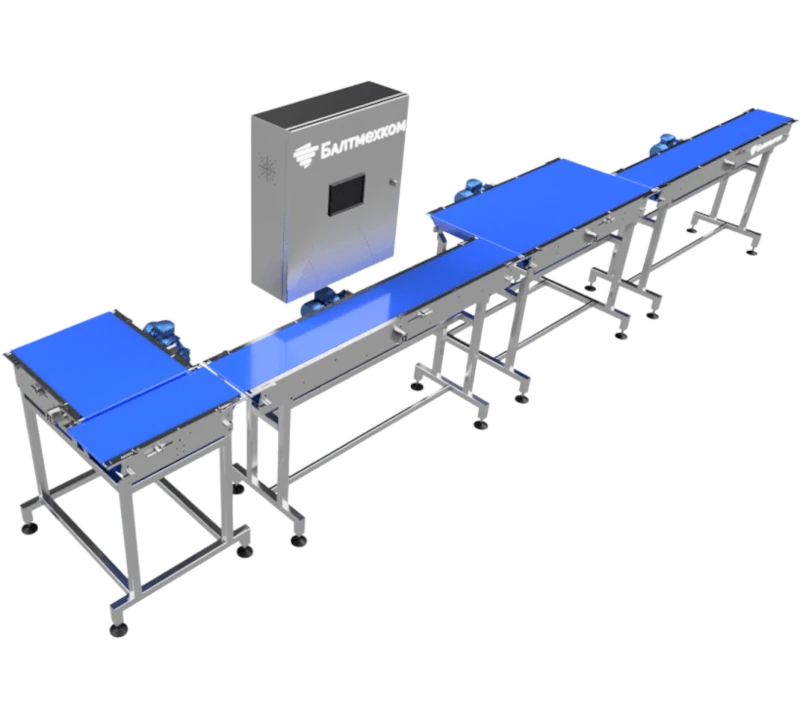


Линия ориентирования шоколадной плитки
Гибкая транспортировка и точная ориентация для любых упаковочных машин
Линия автоматически обрабатывает мелкую плитку (3×5 шт.) и крупную (1×5 шт.) без переналадки. Встроенный байпас направляет продукт на вторую упаковочную машину — производство не останавливается при обслуживании или смене формата. Три режима: ориентирование мелкой, крупной плитки и отбраковка (реверсивный конвейер). Интеллектуальное управление скоростями разгонного, отводящего и подающего конвейеров формирует идеальные интервалы между плитками. Боковой упор разворачивает их в поперечное положение для упаковочной машины. Все контактные поверхности из нержавеющей стали, выдерживают мойку агрессивными средствами. Привода — шаговые двигатели, управление с ЖК-дисплеем.
Нужно рассчитать производительность под ваш формат или встроить линию в действующее производство?
Свяжитесь с нами — мы подготовим решение под ваши задачи.
Автоматическая ориентация и синхронизация потока для упаковочных машин
Линия решает главную задачу: принимает плитку после формования и подаёт её в упаковочную машину строго в нужной ориентации, с оптимальным интервалом и без остановок потока. Подходит для работы с мелкими и крупными плитками, легко перенастраивается под разные форматы.
Ключевые преимущества
-
Два формата в одной линии.
Оборудование автоматически обрабатывает мелкую плитку (3 ряда по 5 шт.) и крупную (1 ряд по 5 шт.) — вам не нужны отдельные линии для разных типов продукции. -
Гибкая логистика без простоев.
Встроенный байпас (конвейер разделения потока) позволяет направлять продукт на вторую упаковочную машину при необходимости. Производство не останавливается даже при обслуживании или переналадке упаковочного оборудования. -
Три режима работы на выбор.
— Транспортировка и ориентирование мелкой плитки.
— Транспортировка и ориентирование крупной плитки.
— Режим отбраковки — реверсивное движение отводящего конвейера для удаления некондиции. -
Точное позиционирование.
Интеллектуальное управление скоростями конвейеров (разгонный, отводящий, подающий) обеспечивает идеальные интервалы между плитками, а боковой упор разворачивает их в поперечное направление — именно так, как требует ваша упаковочная машина. -
Промышленная надёжность и гигиена.
Вся конструкция выполнена из нержавеющей стали. Оборудование спроектировано с учётом принципов санитарии: выдерживает регулярную мойку с использованием агрессивных химических средств — стандартная комплектация. -
Управление с контроллера.
Щит управления оснащён контроллером и ЖК-дисплеем. Привода конвейеров — шаговые двигатели с блоками управления, обеспечивающие высокую точность позиционирования.
Для какого производства подходит
Линия идеально встраивается в автоматизированные линии по производству шоколадных плиток, где требуется: синхронизация формующего и упаковочного оборудования; переналадка под разные размеры плитки без остановки потока; возможность переключения на вторую упаковочную машину; простота санитарной обработки.
| Показатели | Значение |
|---|---|
| Скорость транспортера разгонного | 500 мм/с |
| Длина разгонной ленты | 500 мм |
| Скорость транспортера разводящего | 400 мм/с |
| Длина отводящей ленты | 250 мм |
| Скорость транспортера ориентатора | 300 мм/с |
| Длина ленты ориентатора | 250 мм |
| Материал | нержавеющая сталь |