ENG
ENGКонвейерная линия для ориентирования шоколадной плитки
Конвейерная линия для ориентирования шоколадной плитки
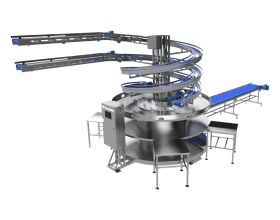
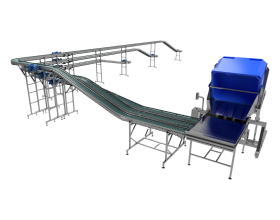
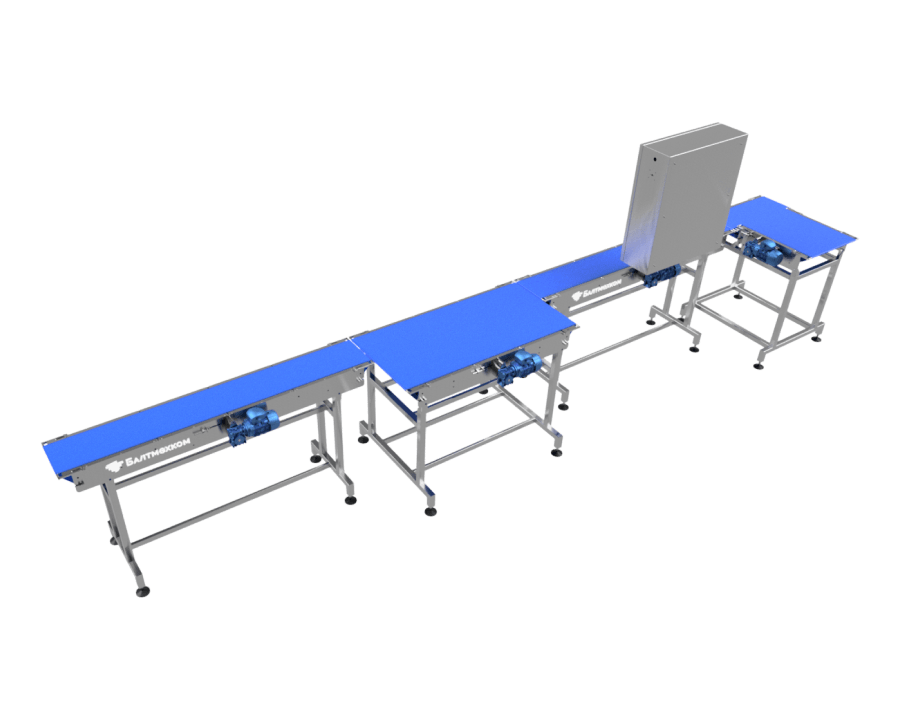
Конвейерная линия для ориентирования шоколадной плитки. На выходе из формовочной машины мелкая плитка, расположенная в три ряда по пять штук в каждом, при производительности 12 форм в минуту, поступает на разгонный конвейер для образования интервала между рядами. Далее при поступлении каждого ряда включается отводящий конвейер, расположенный в поперечном направлении, и плитка направляется на подающий конвейер в упаковочную машину. За счет более высокой скорости на подающем конвейере плитка располагается с большим интервалом чем на отводящем конвейере в один ряд. Далее плитка, расположенная в продольном направлении по ходу движения ленты ориентируется посредством бокового упора в поперечное направление, необходимое для упаковочной машины. В линии предусмотрен конвейер разделения потока продукта (байпас) для перевода потока на вторую упаковочную машину.
Крупная плитка, расположенная в один ряд по 5 штук , при поступлении ряда на отводящий конвейер направляется на подающий конвейер и в упаковочную машину уже в необходимом для упаковки положении.
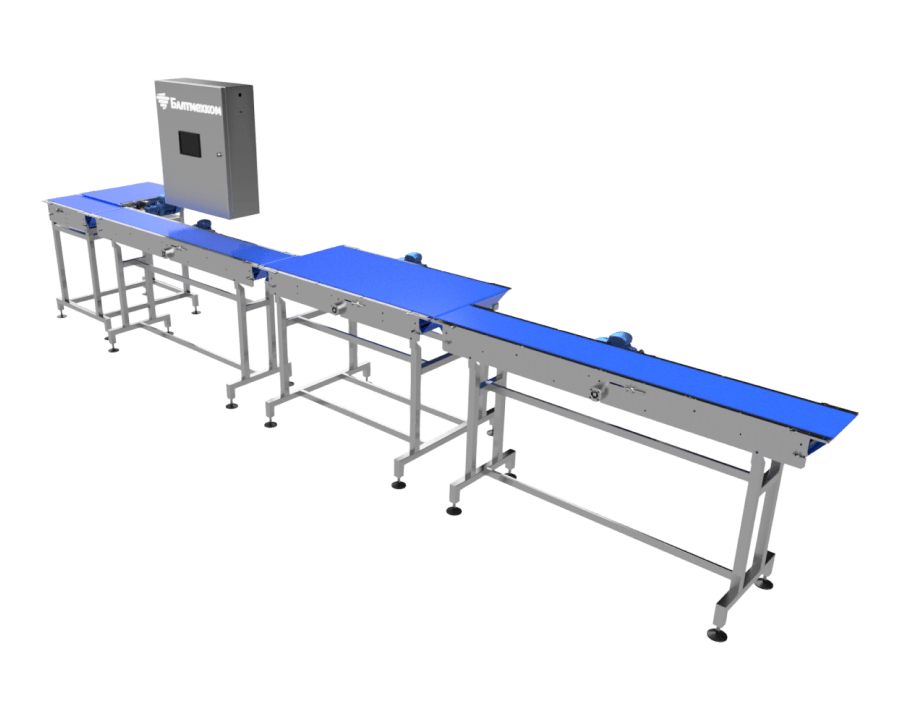
Линия может работать в трех основных режимах:
Отбраковка — работает разгонный и отводящий ( в реверсном режиме) конвейера.
Транспортировка и ориентирование мелкой плитки.
Транспортировка и ориентирование крупной плитки.
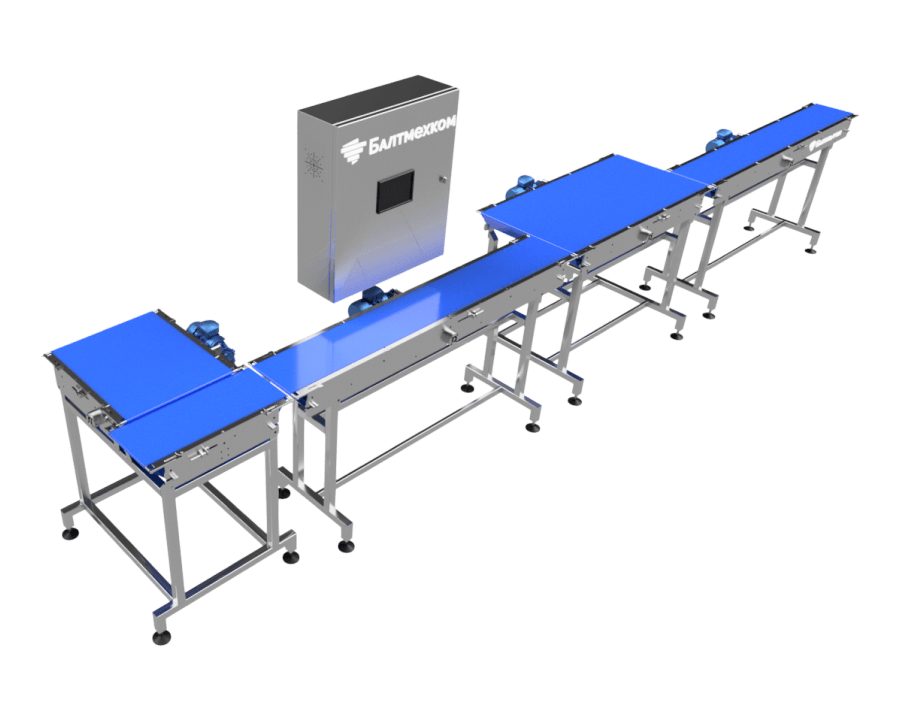
Щит управления с контроллером и ж/к дисплеем. Привода конвейеров — шаговые двигатели с блоками управления.
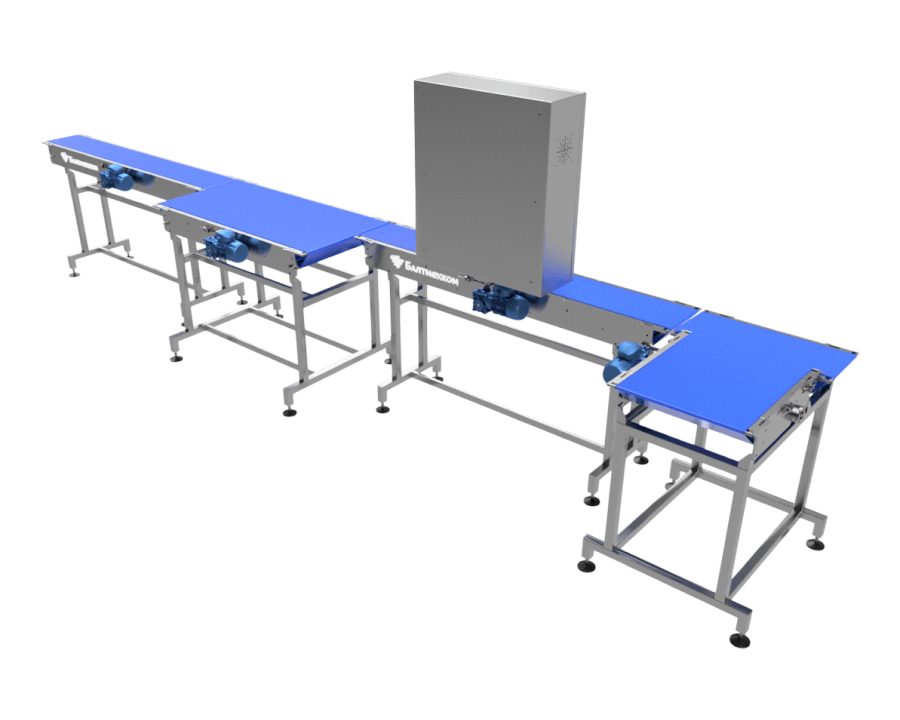
Конвейерная линия для ориентирования шоколадной плитки. На выходе из формовочной машины мелкая плитка, расположенная в три ряда по пять штук в каждом, при производительности 12 форм в минуту, поступает на разгонный конвейер для образования интервала между рядами. Далее при поступлении каждого ряда включается отводящий конвейер, расположенный в поперечном направлении, и плитка направляется на подающий конвейер в упаковочную машину. За счет более высокой скорости на подающем конвейере плитка располагается с большим интервалом чем на отводящем конвейере в один ряд. Далее плитка, расположенная в продольном направлении по ходу движения ленты ориентируется посредством бокового упора в поперечное направление, необходимое для упаковочной машины. В линии предусмотрен конвейер разделения потока продукта (байпас) для перевода потока на вторую упаковочную машину.
Крупная плитка, расположенная в один ряд по 5 штук , при поступлении ряда на отводящий конвейер направляется на подающий конвейер и в упаковочную машину уже в необходимом для упаковки положении.
Линия может работать в трех основных режимах:
Отбраковка — работает разгонный и отводящий ( в реверсном режиме) конвейера.
Транспортировка и ориентирование мелкой плитки.
Транспортировка и ориентирование крупной плитки.
Щит управления с контроллером и ж/к дисплеем. Привода конвейеров — шаговые двигатели с блоками управления.
| Показатели | Значение |
|---|---|
| Скорость транспортера разгонного | 500 мм/с |
| Длина разгонной ленты | 500 мм |
| Скорость транспортера разводящего | 400 мм/с |
| Длина отводящей ленты | 250 мм |
| Скорость транспортера ориентатора | 300 мм/с |
| Длина ленты ориентатора | 250 мм |
| Материал | нержавеющая сталь |